Byliśmy w fabryce MBDA w Wielkiej Brytanii. Tak powstaje broń chroniąca Ukrainę
Jako jedni z nielicznych mieliśmy okazję zwiedzić zakład koncernu zbrojeniowego MBDA w Wielkiej Brytanii. To właśnie tu powstaje broń rakietowa dla Europy, w tym osławione w Ukrainie pociski Storm Shadow. Pokazujemy, jak wygląda proces produkcji.
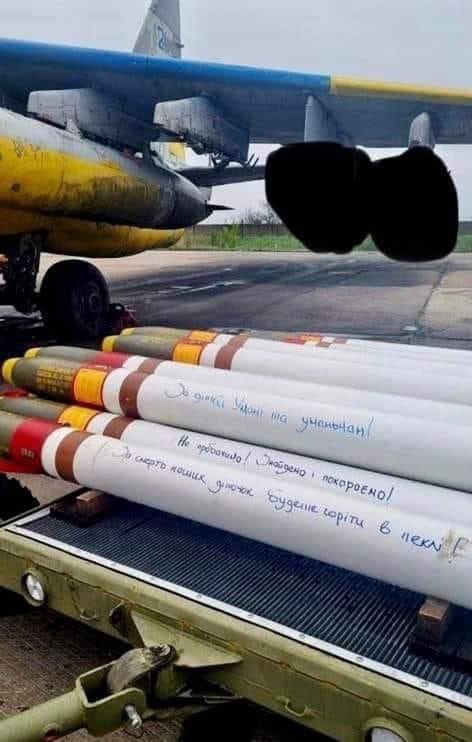
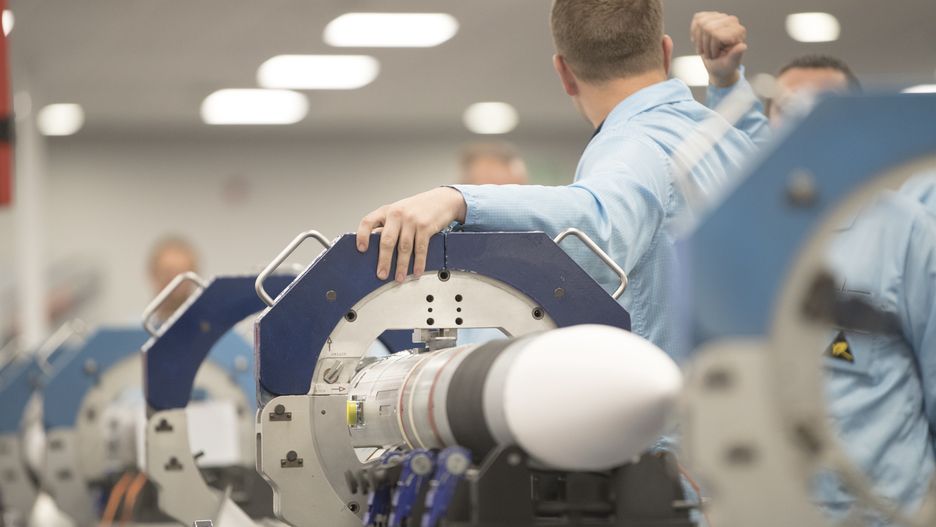 Jedna z gotowych połówek pocisku.
Jedna z gotowych połówek pocisku.
MBDA jest największą firmą zbrojeniową z segmentu broni rakietowej w Europie. Rywalizuje na rynku światowym z dobrze znanymi gigantami z USA takimi jak Raytheon. MBDA to wielonarodowy europejski konglomerat zatrudniający ponad 14 tys. osób. W ub.r. firma osiągnęła przychody w wysokości 4,1 mld euro. Brytyjska część koncernu zatrudnia 4913 osób.
MBDA produkuje wiele systemów, takich jak uzbrojenie europejskich samolotów myśliwskich Eurofighter i Rafale, systemy przeciwlotnicze SAMP/T zdolne zwalczać pociski balistyczne bądź bardzo dobrze sprawdzające się w Ukrainie przeciwpancerne pociski Brimstone czy Storm Shadow / SCALP.
Byliśmy w fabryce koncernu zbrojeniowego MBDA w Bolton.
Dalsza część artykułu pod materiałem wideo
Możliwości produkcyjne MBDA UK obejmują sześć kompleksów. Najważniejsze zakłady znajdują się w Henlow, Stevenage i Bolton. W pierwszym z nich odbywa się produkcja wybuchowych komponentów pocisków i końcowy montaż. W drugim znajduje się dział badań i rozwoju zajmujący się też testowaniem prototypów. Zakład ten odpowiada ponadto za odświeżanie pocisków po przekroczeniu przez nie terminu składowania.
Fabryka w Bolton odpowiada za produkcję komponentów niewybuchowych w postaci m.in. korpusów, układów scalonych i głowic naprowadzających. To właśnie po nim oprowadził nas Ged O’Dwyer, kierownik produkcji MBDA w całej Wielkiej Brytanii.
Proces produkcyjny na przykład pocisku przeciwlotniczego CAMM (Common Anti-Air Modular Missile) zajmuje MBDA ok. sześciu tygodni. Cztery z nich przeznacza się na stworzenie "inteligentnej" części broni w Bolton. Kolejne dwa tygodnie poświęcone są z kolei na dodanie sekcji silnikowej i głowicy bojowej w Henlow.

Zakłady MBDA w Bolton. Powstają tu kluczowe elementy pocisków
Zakłady w Bolton składają się z dwóch hal o powierzchni 12 tys. m kw. i 16 tys. m kw. Uruchomiono je kolejno pod koniec 2018 r. i 2020 r. Są one wysoce modułowe, dzięki czemu dowolna konfiguracja linii produkcyjnej trwa zaledwie kilka dni.
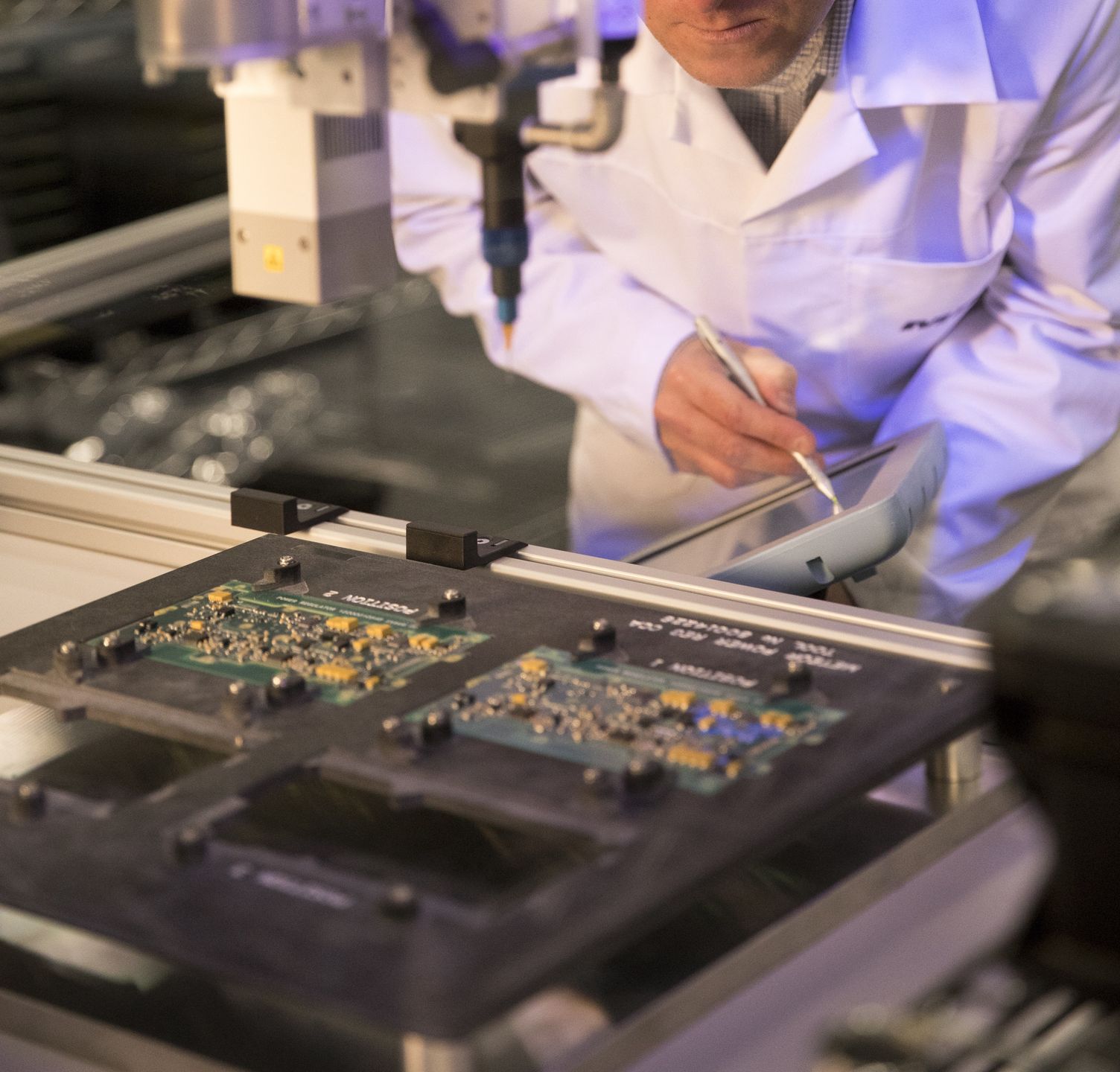
W całym kompleksie ciśnienie jest nieco wyższe od atmosferycznego, co pozwala na bieżące usuwanie zanieczyszczeń z linii produkcyjnej na zewnątrz. Wszyscy pracownicy oraz goście muszą przebywać fartuchach laboratoryjnych oraz antystatycznych opaskach na obuwiu. Te ostanie mają za zadanie odprowadzać ładunki elektrostatyczne do uziemienia znajdującego się w podłodze.
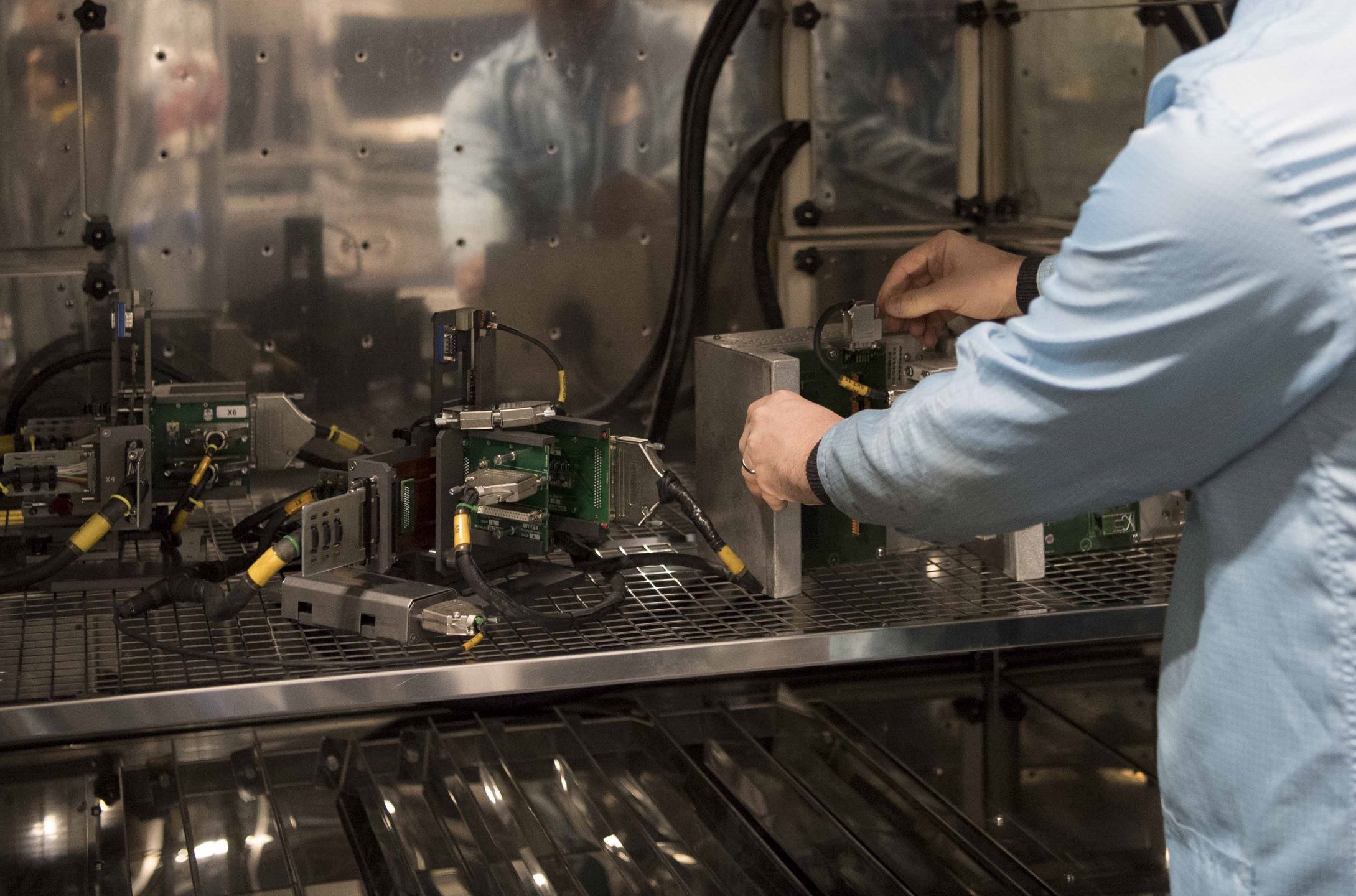
Fabryka jest podzielona na kilka sekcji, z czego pierwsza skupią się na produkcji układów scalonych. Zakłady w Bolton produkują rocznie ponad 15 tys. takich układów. Bazowe komponenty w postaci wielowarstwowych kondensatorów ceramicznych i aluminowych oraz procesorów pochodzą z innych miejsc.








Większość komponentów pochodzi z Wielkiej Brytanii oraz innych państw Europy, jednak w dobie kryzysu półprzewodnikowego niektóre pochodziły z pozaeuropejskich źródeł. Warto zaznaczyć, że każda partia jest dokładnie badana.
Można zakładać, że przynajmniej część komponentów pochodzi od firmy Dolphin Design, w której MBDA ma udziały wraz z francuskim koncernem Soitec. Wspomniana firma projektuje mikrokontrolery, które następnie są produkowane na miejscu lub przez podwykonawców.
Te układy są potem nanoszone na płytkę drukowaną (PCB) metodą montażu powierzchniowego lub flip-chip. Proces łączenia zachodzi w temperaturze kilkuset stopni Celsjusza i jest w zasadzie identyczny jak podczas produkcji kart graficznych.
Co ciekawe, w kompleksie zauważyliśmy ostrzeżenia o ołowiu. Oznacza to, że w tym sektorze, tak samo jak m.in. w lotnictwie, używane jest nadal wytrzymalsze spoiwo lutownicze z ołowiem, które zostało dawno zakazane w komercyjnej elektronice ze względów ekologicznych.
Stacje lutownicze w zakładzie mają na bieżąco podgląd całego procesu, co pomaga wykryć niedoskonałości. Na koniec gotowe układy trafiają na stanowiska z kamerą z dużym przybliżeniem, by można było dokonać inspekcji jakości montażu, lub do maszyny rentgenowskiej. Jeden pocisk CAMM składa się z 26 układów scalonych. W zależności od zastosowania posiadają one grube PCB w przedziale 20-40 warstw. Dla porównania, najwyższe modele płyt głównych stosowanych w komputerach PC miewają maksymalnie 12-warstwowe PCB.

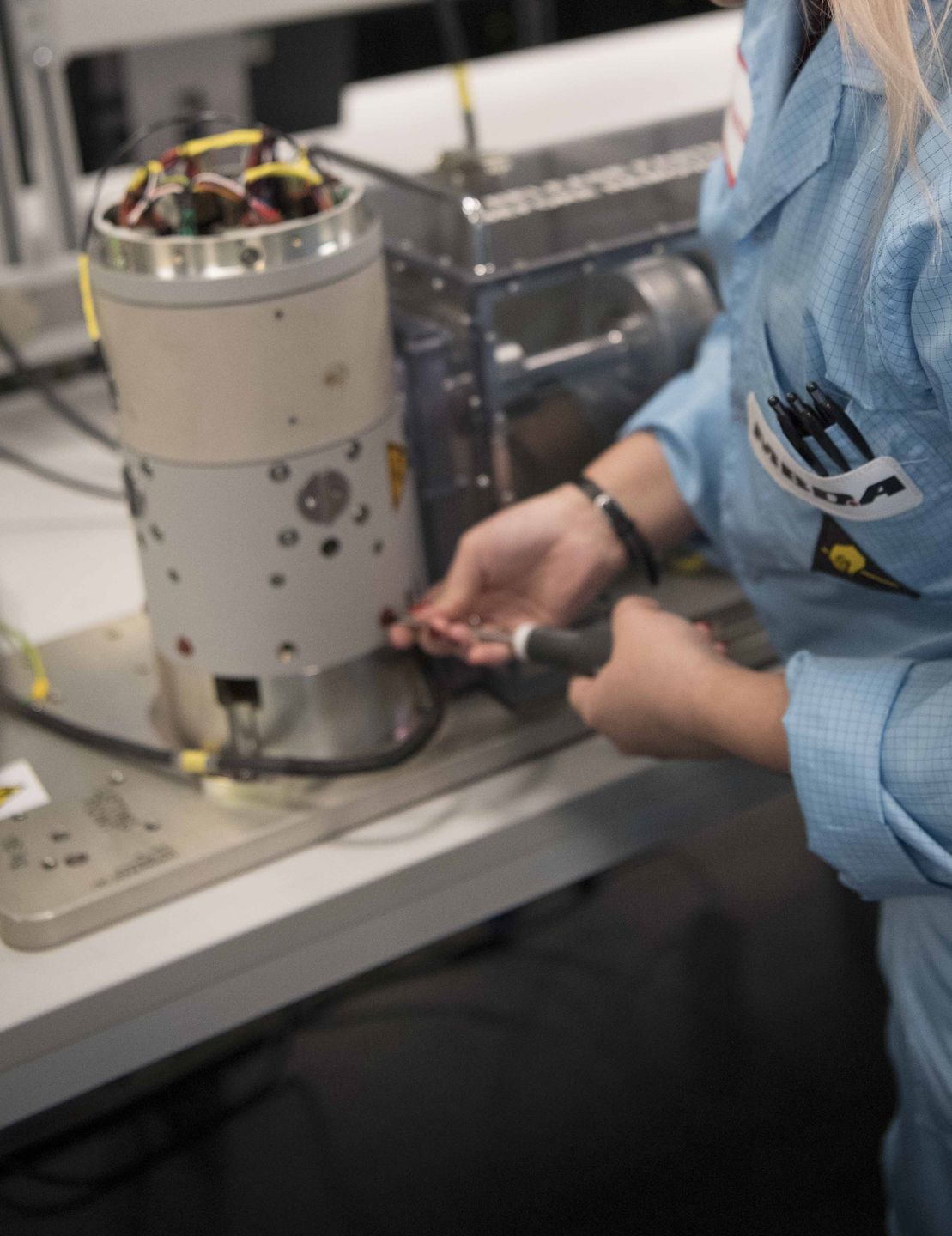
Równie dużo uwagi poświęcane jest kwestii zasilania powyższej elektroniki. Układ zasilający - tak samo jako ona - musi być zdolny do bezawaryjnej pracy w skrajnych warunkach temperaturowych i wytrzymać przeciążenia nawet kilkadziesiąt razy większe niż zwykle. System zasilania musi też zadziałać, jak należy, nawet po ponad dekadzie nieaktywności.
Kolejnym etapem produkcji jest sekcja łączy komunikacyjnych pocisków i systemów wyrzutni, mechanizmów odpowiedzialnych za poruszanie powierzchniami sterowymi pocisku, anteny radaru lub głowicy podczerwieni (IR) czwartej generacji widzącej termiczny obraz celu, tzw. IIR.
W kompleksie znajdują się także dwa przeszklone cleanroomy, w których powietrze misi być filtrowane nawet 60 razy na godzinę, a liczba cząstek o wielkości powyżej 0,5µm musi być poniżej 352,000 na m3. Przebywają w nich pracownicy w maskach przy mikroskopach pracujący nad matrycami FPA bądź elementami głowic radiolokacyjnych.
Rocznie w zakładach w Bolton produkuje się ponad 4 tys. tych elementów. Co ciekawe, na linii produkcyjnej widzieliśmy komponenty przeznaczone dla polskich wyrzutni Małej Narwi oznaczonych tam kryptonimem MALAN.

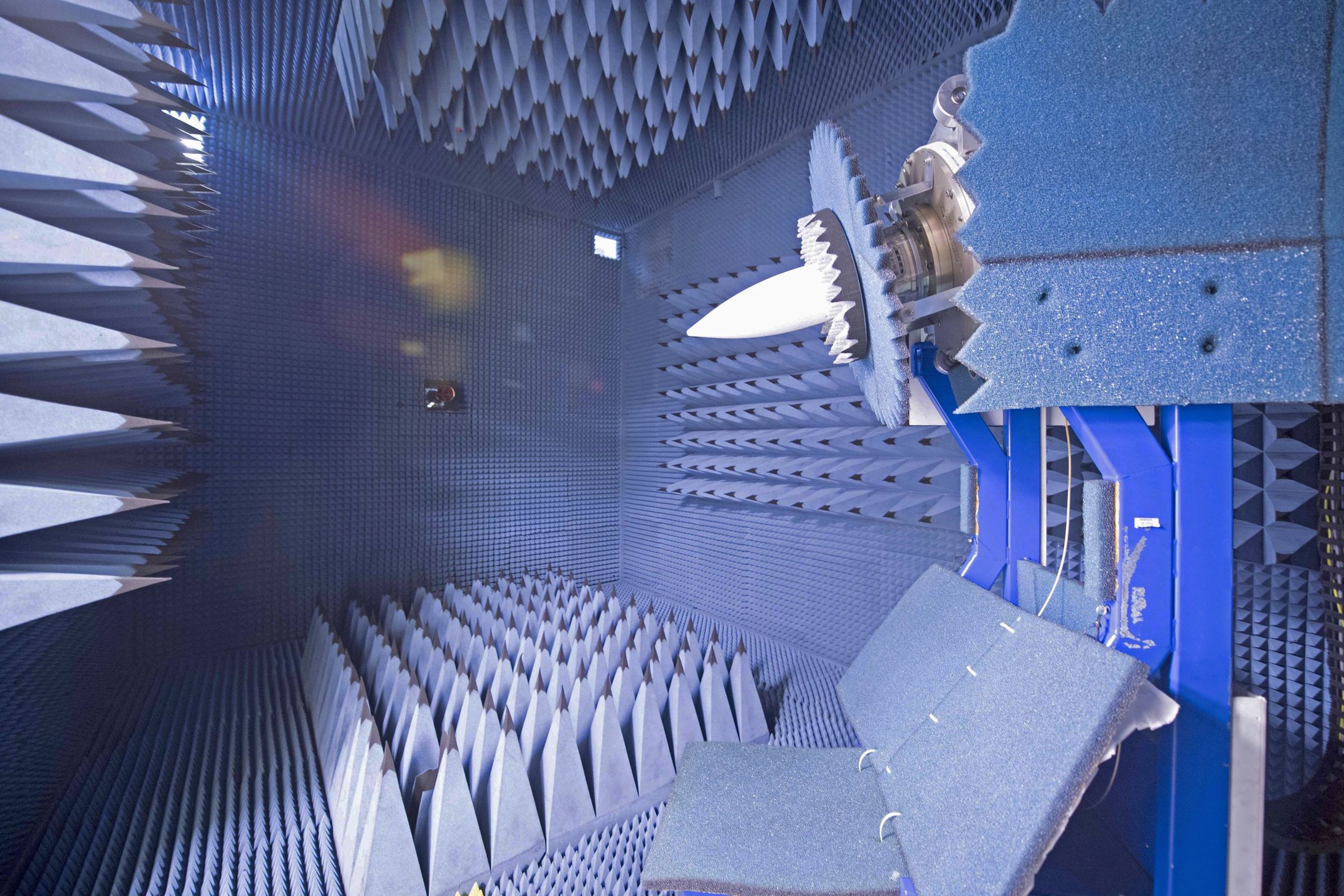
Następnie poskładane głowice radiolokacyjne trafiają na cztery godziny do komory bezodbiciowej, gdzie są testowane w różnych warunkach temperaturowych oraz kalibrowane. Jest to ważne, ponieważ ze względu na proces produkcji, tak samo jak ma to miejsce choćby w przypadku procesorów, każda głowica radiolokacyjna jest inna i wymaga dostrojenia pod wyczekiwane parametry. Ponadto właśnie w tym miejscu sprawia się, że radar pocisku ignoruje czubek rakiety wykonany z innego materiału niż jej aluminiowy korpus.
Ostatnim etapem jest złożenie wszystkich wspomnianych elementów razem, czyli w połówki pocisków, które następnie są wkładane przez pracowników do komór testowych wywołujących drgania i skrajne różnice temperatur. Testy trwają 14 godzin, a cały system jest zautomatyzowany, dzięki czemu nowa zmiana nie tylko wie, co i kiedy się stało, ale ma też informacje o konkretnym podsystemie i warunkach w chwili awarii. Testów nie zalicza mniej niż 1 proc. pocisków.
Są one następnie transportowane do drugiego budynku stanowiącego zintegrowane centrum logistyczne, gdzie pociski są pakowane do hermetycznych kontenerów i składowane do czasu zgłoszenia zapotrzebowania przez Henlow. W tym też miejscu widzieliśmy prawie kompletne dwie wyrzutnie systemu Mała Narew.

Zakłady w Henlow — produkcja wybuchowych komponentów i finalny montaż
Połówki pocisków wyprodukowane w Bolton trafiają do zakładów w Henlow, gdzie we wzmocnionych bunkrach są produkowane silniki pocisków i głowice bojowe, które są następnie łączone, także w sterylnych warunkach, z częściami dostarczonymi przez Bolton.
Po finalnym montażu i testach pociski są umieszczane w hermetycznych kontenerach z datą przydatności do użycia obliczoną na 20 lat, aczkolwiek po 10 latach warto je monitorować, ponieważ ładunki wybuchowe, paliwo rakietowe i baterie zasilające mają tendencję do zmiany lub utraty swoich właściwości. Po 20 latach należy pociski odświeżyć poprzez wymianę tych komponentów.
Zakłady w Henlow są intensywnie rozbudowywane. Przez ostatnie pięć lat zainwestowano tam 15 mln funtów w budowę bunkrów przeznaczonych do produkcji m.in. pocisków ASRAAM i CAMM. Budynki te w razie potrzeby można szybko przekonfigurować do innych celów. Zakład jest w stanie produkować ponad 700 pocisków miesięcznie i ma mały poligon przeznaczony do testowania głowic bojowych. W tym miejscu klienci odbierają też swoje zamówienia.