




Tu powstaje broń chroniąca Polskę i Ukrainę. Byliśmy w tarnowskim zakładzie
Ukraińcy chwalą polskie karabiny MWS i granatniki RGP-40 produkowane przez Zakłady Mechaniczne Tarnów. Odwiedziliśmy to miejsce, w którym powstają też m.in. chroniące nasz kraj systemy przeciwlotnicze Pilica.
 Karabiny: MWS-25, MWS-38 oraz SR-50M.
Karabiny: MWS-25, MWS-38 oraz SR-50M.
Zakłady Mechaniczne Tarnów (ZMT) od ponad 70 lat są związane z sektorem zbrojeniowym, co czyni je jednym z najstarszych polskich przedsiębiorstw tego typu. Produkują bardzo różnorodne systemy uzbrojenia wykorzystywane zarówno w Wojsku Polskim, jak i za granicą. Broń z ZMT zbiera m.in. pozytywne oceny z Ukrainy, zapewniając jednocześnie niezwykle cenne informacje zwrotne dla konstruktorów.
W Ukrainie wykorzystywane są obecnie bardzo dobrze przyjęte granatniki rewolwerowe RGP-40. Trafiło tam też kilka karabinów wyborowych z rodziny MWS, które wkrótce mają też trafić do klienta w Afryce. Granatniki RGP-40 są bardzo cenione przez ukraińskich specjalsów.
Dalsza część artykułu pod materiałem wideo
RGP-40 to konstrukcja, która - jak przyznał w rozmowie z WP Tech dyrektor centrum badawczo-rozwojowego Krzysztof Lustofin - jest "niezawodna, celna, prosta w obsłudze i lekka" (6,5 kg). To ostatnie osiągnięto dzięki zastosowaniu bardzo dobrych i nowoczesnych materiałów, takich jak stopy aluminium i tytanu.
Lustofin dodał, że aktualnie RGP-40 jest dopracowany i działa bez zarzutu, ale jeśliby pojawił się jakiś problem, to oczywiście granatnik będzie ulepszany. - Jest to bardzo dobra broń wsparcia piechoty i mam nadzieję że również wojsko polskie kupi ten sprzęt - stwierdził.
Doświadczenia z Ukrainy pokazują, że RGP-40 to bardzo dobry system uzbrojenia.
Warto zaznaczyć, że RGP-40 jest jedną z niewielu konstrukcji zdolnych do korzystania zarówno ze standardowych granatów 40x46 mm LV, które mogą razić cele na dystansie do 400 m, oraz z granatów 40x51 mm MV o skutecznym zasięgu 800 m.

Karabiny wyborowe MWS — wszechstronność od wersji szturmowej po broń dalekiego zasięgu
Drugim typem broni, który - co prawda w liczbie zaledwie kilku sztuk - trafił do Ukrainy, są karabiny wyborowe z rodziny MWS. Jest to rodzina broni obejmująca konstrukcje od karabinków kal. 5,56x45 mm po karabiny wyborowe na naboje 7,62x51 mm NATO / .308 Winchester i potężne 8,6x70 mm / .338 Lapua Magnum. W przypadku wersji wyborowych mowa o karabinach samopowtarzalnych o masie 4,4-5,65 kg w zależności od długości lufy dla modelu zasilanego słabszym nabojem o zasięgu skutecznym do około 1 km, bądź 7-7,2 kg dla wersji w mocniejszym kalibrze.
Niewielu producentom udało się "ujarzmić" potężny nabój 8,6x70 mm / .338 Lapua Magnum w samopowtarzalnej konstrukcji o stosunkowo niewielkiej masie. Ten wariant karabinu pozwala na zwalczanie celów na dystansie do 1,5 km chronionych nawet najlepszymi kamizelkami kuloodpornymi świata.
Jak powiedział WP Tech Krzysztof Lustofin, Ukraińcy są z tych karabinów zadowoleni. - Wszystkie projekty strzeleckie robimy we współpracy z Wojskiem Polskim, więc uwagi użytkowników znaliśmy już wcześniej - wyjaśnił i dodał, że uwagi naszych wschodnich sąsiadów "były tożsame z tymi, jakie otrzymywaliśmy wcześniej".
- Chciałbym podkreślić, że otrzymaliśmy liczne uwagi od elitarnych jednostek polskiej armii, które dotyczyły ergonomii. Wymagało to przeprojektowania komory zamkowej pod inne rozmieszczenie manipulatorów. Było to dla nas niezwykle wartościowe, ponieważ nie posiadamy doświadczenia z użytkowania tej broni przez żołnierzy w realnych warunkach bojowych. Wszystkie otrzymane uwagi zostały wdrożone w produkcji seryjnej. - powiedział Lustofin. - Obecnie skupiamy się na automatyzacji linii produkcyjnej, co ma na celu optymalizację kosztów. - dodał.
Wiemy, że nasz karabin to górna półka światowa.
Ciągle trwa proces ulepszania produktów, a jednym z kryteriów jest obniżanie masy. Można to osiągnąć poprzez wykorzystanie nowych materiałów czy wykorzystanie nowej technologii addytywnej, z którą ZMT eksperymentuje przy dwóch projektach.

Zakłady Mechaniczne Tarnów S.A. - polski matecznik broni maszynowej, wyborowej, armat przeciwlotniczych i moździerzy
Obecnie spółka zatrudnia 824 pracowników, jej powierzchnia produkcyjna to 36 309 m2, a park maszynowy liczy ponad 300 maszyn, z czego 70 to obrabiarki numeryczne. Do tego dochodzą maszyny do cięcia stali wodą lub laserem, narzędzia badania jakości materiałów z dokładnością do tysięcznej części milimetra, pomieszczenia do montażu urządzeń elektronicznych, zrobotyzowane stanowiska spawania, hartowania czy wysoce zautomatyzowana hala galwanizacyjna.
To wszystko pozwala na produkcję wyrobów od początku do końca. Możliwości produkcyjne są znaczne, ale ze względu na różnorodność produkowanego uzbrojenia oszacowanie produkcji jest trudne. Jednakże dowiedzieliśmy się, że w jednym z okresów ZMT było w stanie produkować aż 30 armat miesięcznie równolegle do produkcji broni strzeleckiej.
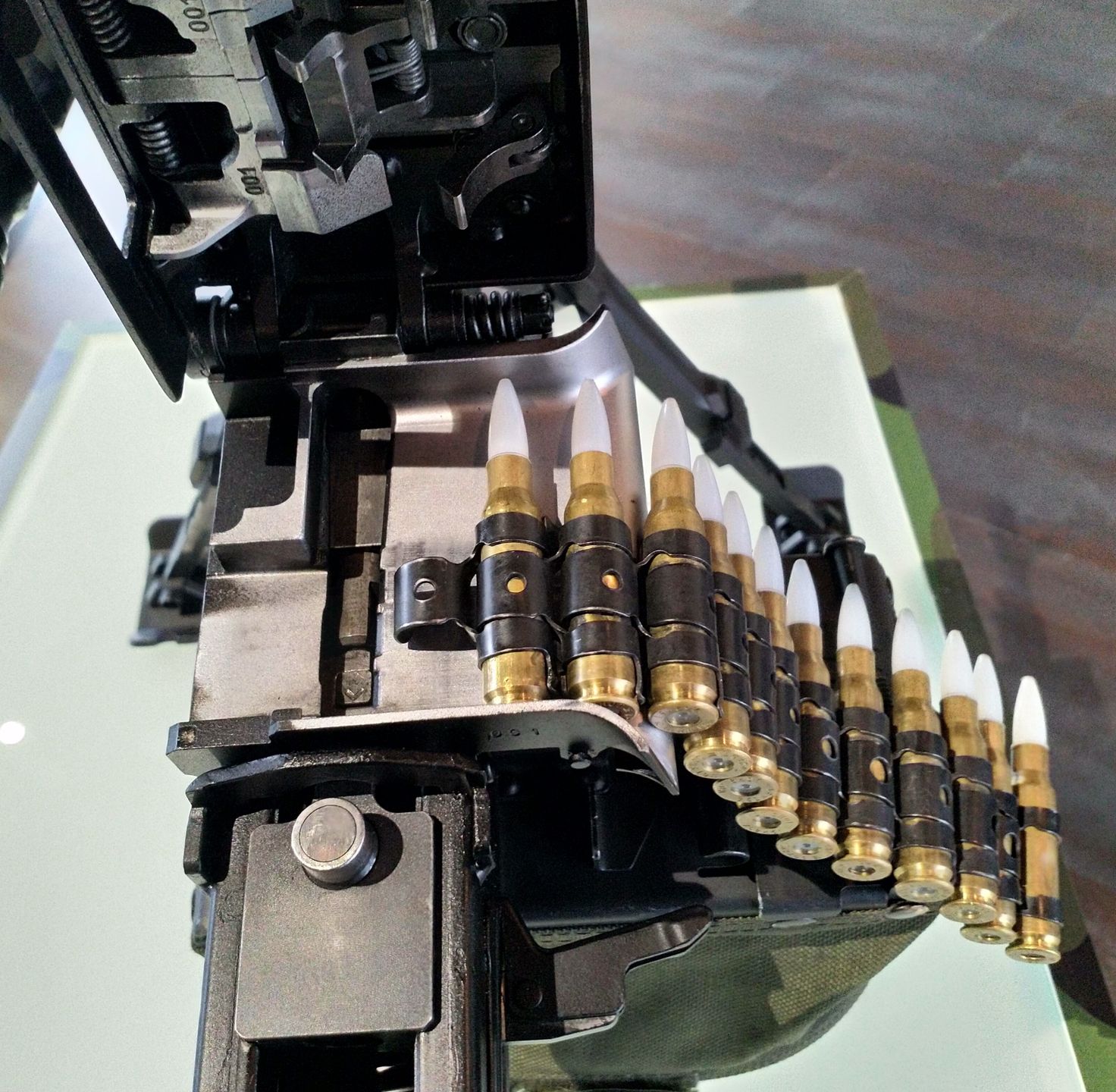
Zestawy Pilica to bardzo udane ulepszenie poradzieckich armat ZU-23-2 kal. 23 mm, które dzięki dodaniu silników elektrycznych i systemowi kierowania ogniem z termowizją stały się skutecznym łowcą dronów lub śmigłowców na dystansie do około 3 km lub 5,5-6,5 km po dodaniu pocisków PPZR Grom/Piorun.

Głównie produkcja lokalna z małymi wyjątkami
ZMT opiera się na wykorzystaniu głównie krajowych dostawców surowców, ale zdarza się, że pozyskiwane są rozwiązania z zagranicy. Jednym z takich przypadków są lufy kal. 7,62x51 mm NATO oraz 8,6x70 mm Lapua Magnum, które pochodzą z renomowanej niemieckiej firmy Lothar Walther zaopatrującej większość najbardziej uznanych producentów broni wyborowej w Europie. W takim przypadku w ZMT jest prowadzona ich obróbka zewnętrzna w celu dostosowania do danego karabinu.
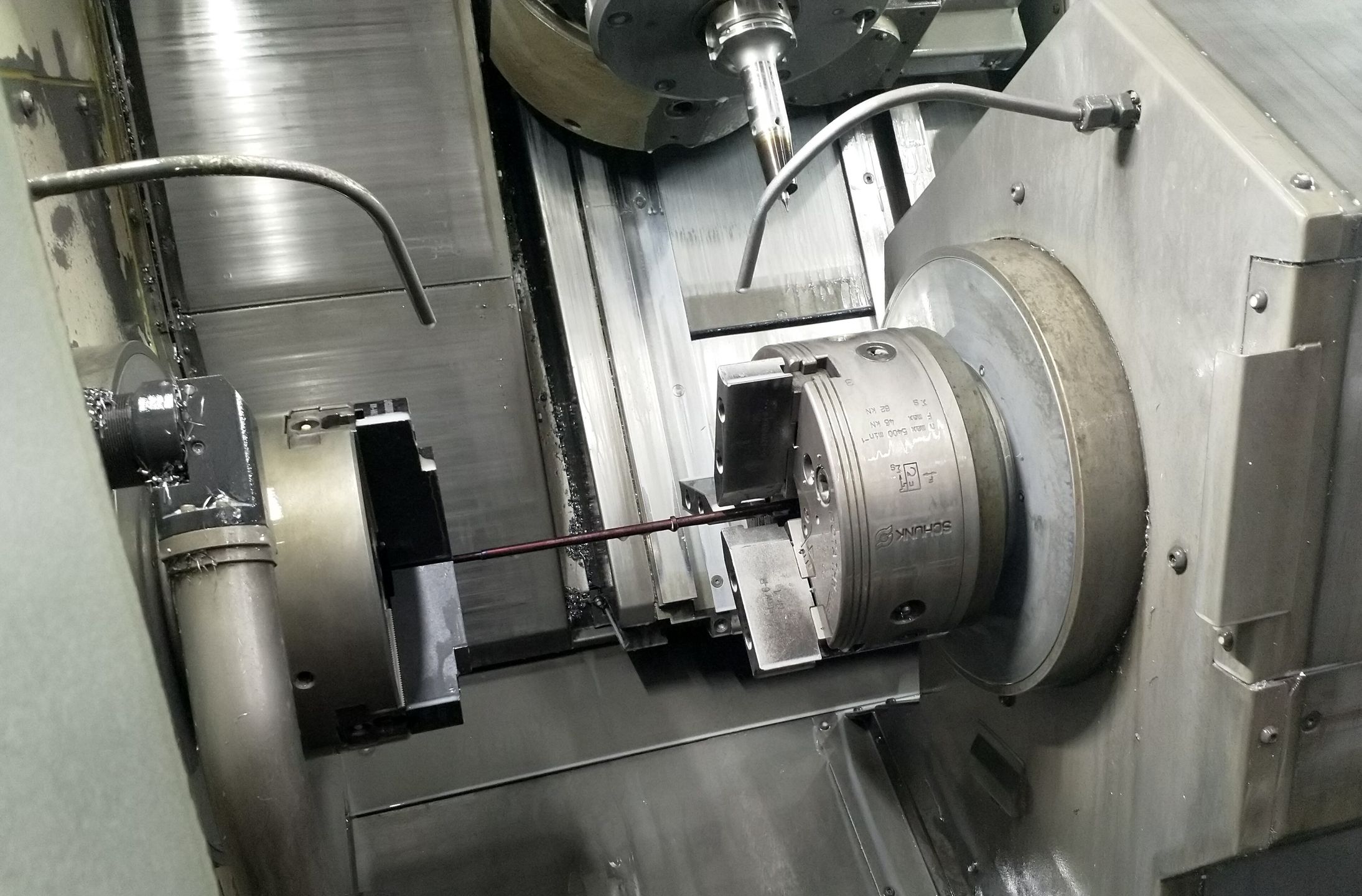
Równocześnie ZMT prowadzi produkcję luf do m.in. karabinów wielkokalibrowych, maszynowych bądź armat przeciwlotniczych. Na miejscu znajduje się wszystko, co jest potrzebne, aby ze stalowego wałka zrobić gotową lufę do karabinu TOR czy armaty kal. 23 mm. Najczęściej gwint jest w tzw. surówce tworzony metodą elektro-chemiczną bądź przeciągania. Następnie lufy po wykonaniu oraz po hartowaniu i naniesieniu np. powłoki chromowej są sprawdzane np. za pomocą endoskopu (kamera pozwalająca wykryć najmniejsze niedoskonałości).
Następnie, gotowe lufy wraz z innymi komponentami, takimi jak komory zamkowe i pozostałe części broni, są przekazywane do stacji końcowego montażu. Po zakończeniu tego procesu, każdy egzemplarz broni jest kierowany na stację testową, gdzie, w zależności od typu broni, przeprowadzane są różnorodne testy.






































Testy wytrzymałościowe oraz symulacja różnego klimatu to nie problem
Testy te obejmują między innymi strzelanie z broni przy użyciu nabojów o 20 procent większej mocy niż standardowe, połączone ze sprawdzeniem, czy nie doszło do powstania mikropęknięć. Po tej procedurze, broń jest poddawana regulacji przyrządów celowniczych, sprawdzana jest jej zdolność do prowadzenia ognia ciągłego w przypadku karabinów maszynowych, oraz przeprowadzane jest strzelanie próbne z karabinów wyborowych. Do tych ostatnich dodawany jest tzw. atest, który gwarantuje osiągnięcie deklarowanej precyzji strzału. W przypadku karabinów maszynowych, procedura testowa przewiduje wystrzelenie około 380 nabojów.
ZMT, podobnie jak inne wiodące firmy produkujące broń, posiada kolekcję interesujących zagranicznych modeli broni, które są wykorzystywane do przeprowadzania testów porównawczych swoich produktów. W trakcie naszej wizyty zauważyliśmy jeden z najlepszych karabinów wyborowych na świecie, co stanowi wyjątkowo wysokie wyzwanie dla naszych konstruktorów.
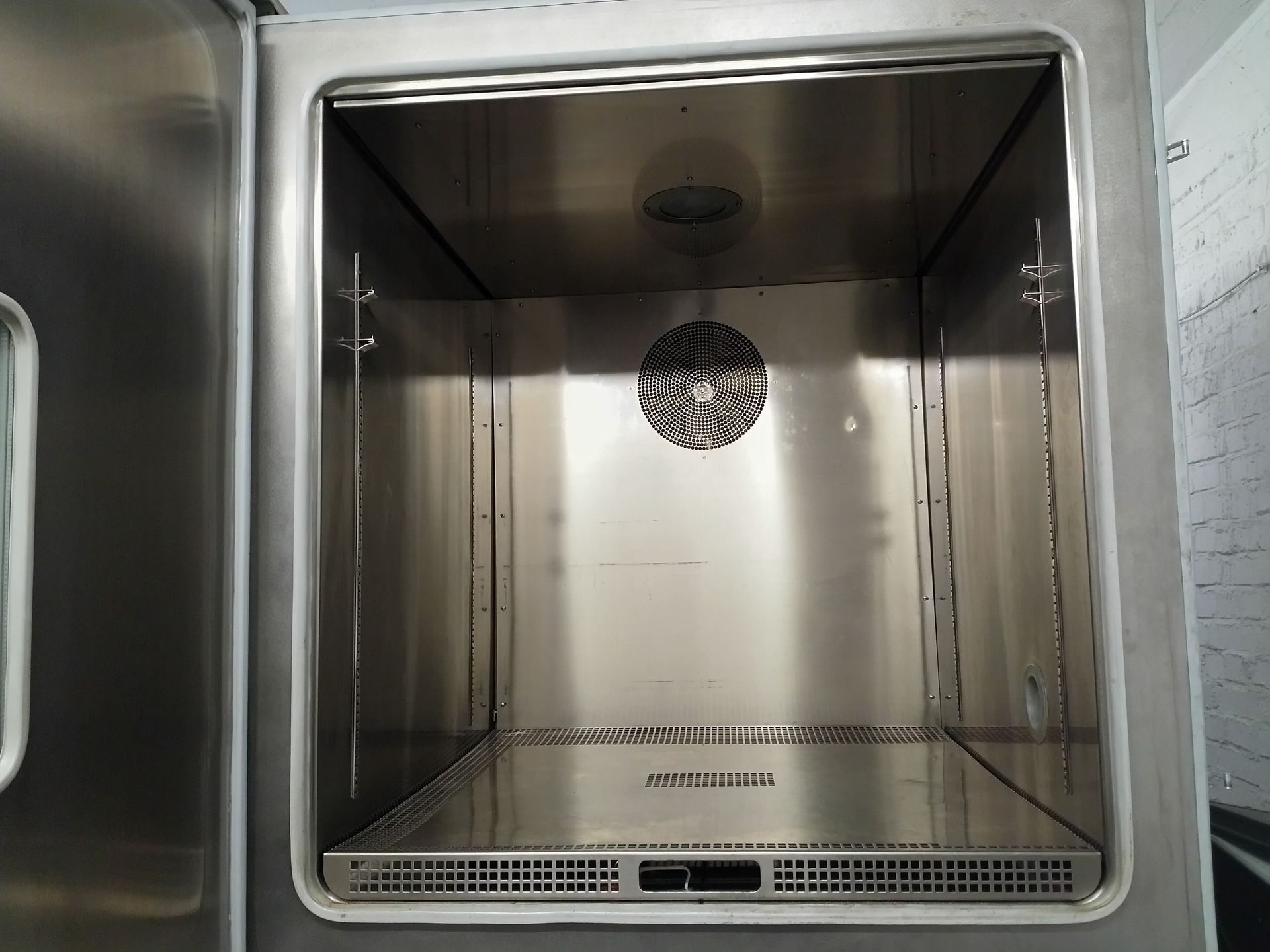
Infrastruktura testowa w ZMT obejmuje również sekcję klimatyczną z kilkoma komorami, które mogą imitować różne warunki środowiskowe, takie jak zmiany temperatur podczas skoków spadochronowych z dużych wysokości. Istnieją również specjalne komory, takie jak wodna oraz piaskowa lub pyłowa, z których wnętrz możliwe jest przeprowadzanie strzelań.
Ścisła kontrola nad całym procesem projektowania i produkcji, a także bardzo rygorystyczna kontrola jakości, zapewniają dostarczanie broni o wysokiej jakości wykonania, niezawodności oraz bezpieczeństwa dla użytkownika.












